熔体流动和剪切
TPE材料通常以固体颗粒的形式出现,必须将其转化为液态或熔融状态才可以挤出或注塑成型。
熔体流动
熔体流动指数(MFI)或熔体流动速率(MFR)是衡量塑料熔体流动难易程度的一种方法,也是塑料行业中用以确定材料粘度最常用方法之一。但它只能说明熔体流动难易程度的小一部分。
一个材料的熔体流动速率(MFR)数值,实际上只是以剪切速率为因变量的粘度函数曲线上的一个点。而由于TPE材料本身的特性——同时具有材料的热塑加工性和弹性体的弹性性能及特点——需要一种更专业更细致的衡量方法来对材料的加工过程进行判断。
粘度
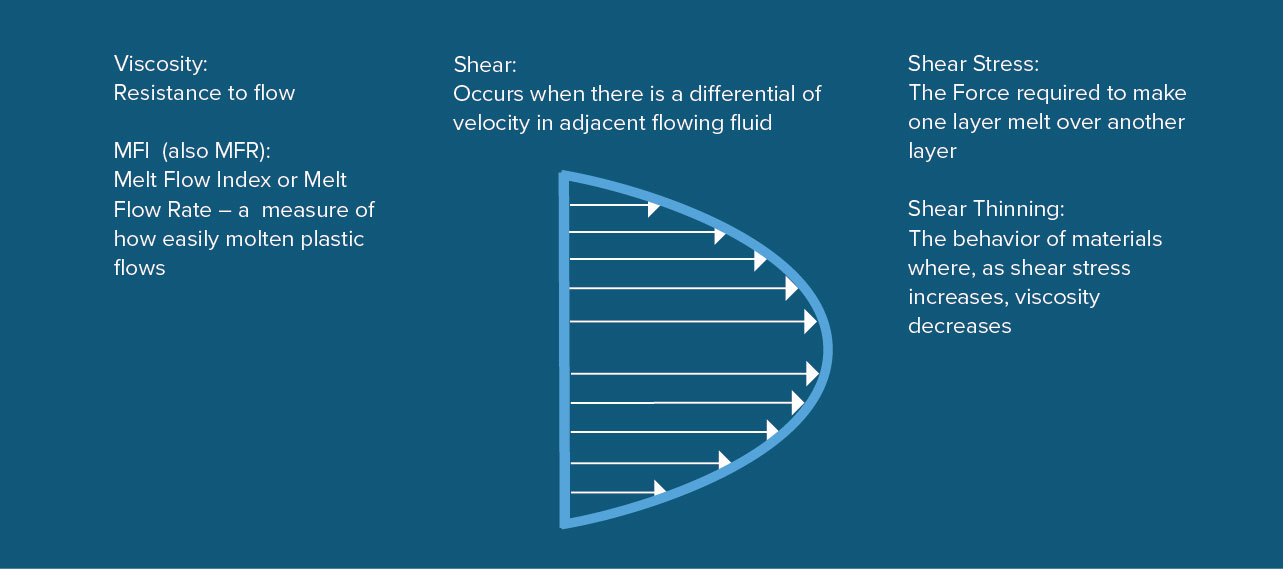
简单地说,粘度是材料流动的阻力。在相同的条件下,低粘度的材料比高粘度的材料流动更快。日常生活中常见的比较是水(低粘度)和蜂蜜(高粘度),在相同的条件下(温度、调剂方法等),很容易看到蜂蜜比水流动得慢得多。
剪切
剪切是影响TPE材料粘度的一个重要因素。当一个区域的材料与相邻区域的材料以不同的速率流动时,剪切就产生了。一般来说,当各种液体流经管路(或模具的流道系统)时,从管路横截面来看,它们在圆周外围附近的流速与在圆心位置的流速不同——这为剪切提供了条件。
剪切应力/剪切力
为了说明剪切如何影响材料的流动,让我们先看一种日常材料——一罐鲜奶油。从奶油罐外面看,鲜奶油非常粘稠,它几乎没有任何流动的迹象。但在施加压力的情况下,它很容易从奶油罐的出料喷嘴流出。在这里,“压力”充当了剪切力(也称为剪切应力)的角色,表现为两种:(a)来自罐内的压力,以及(b)一个细小的出料喷嘴管路 (帮助产生了更大的压力)。
TPE材料的剪切,粘度和加工性能
在确定一个TPE材料是否适合您的产品应用时,除了材料本身的性能和特性之外,还要考虑的一个方面是材料的加工性能,这样才能使材料更适合您的模具设计和机器配置。
因为TPE-S材料的粘度在加工过程中是剪切敏感的,所以我们经常建议客户用较快的射出速度,来确保充分地填充模腔。当然,不同规格的TPE材料可能有不同的粘度、流动特性和加工参数。
因为TPE-S材料的粘度在加工过程中是剪切敏感的,所以我们经常建议客户用较快的射出速度,来确保充分地填充模腔。当然,不同规格的TPE材料可能有不同的粘度、流动特性和加工参数。