Melt Flow and Shear
TPEs typically come in the form solid pellets and must be transformed to a liquified or molten state to be extruded or injection molded.
Melt Flow
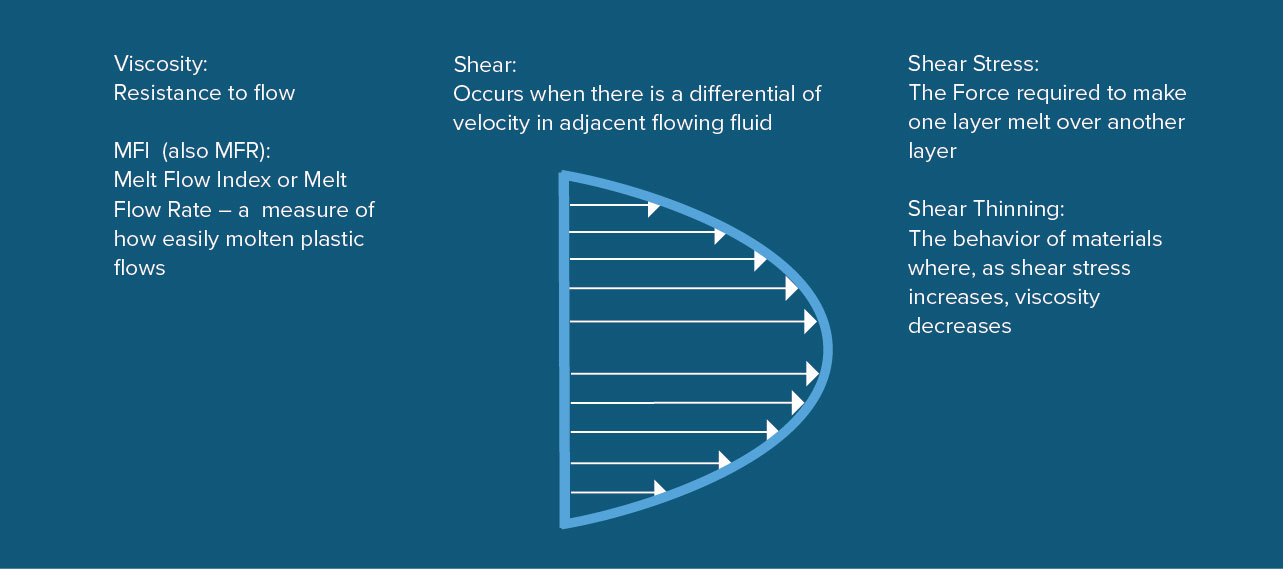
The melt flow index (MFI) or the melt flow rate (MFR) is a measure of how easily molten plastics flow. It is one of the most popular methods in the plastics industry to determine the viscosity of a material. But it only tells part of the story.
The melt flow rate (MFR) value for a material is actually just a single point on a curve that characterizes viscosity as a function of shear rate. And TPEs by their very nature – having both thermoplastic and elastomer properties and characteristics – require a more nuanced look at how the material processes.
Viscosity
Simply put, Viscosity is the resistance of a material to flow. When put under the same conditions, low-viscosity materials flow more quickly than high-viscosity materials. A common comparison in everyday life would be Water (lower viscosity) and Honey (higher-viscosity); under the same conditions (temperature, dispensing method, etc), it’s easy to see that honey flows more slowly than water.
Shear
Shear is one factor that significantly affects viscosity in TPEs. Shear occurs when one area of material flows at a different rate from an adjacent area of material. In general, when liquids flow through a tube (or a runner system), they have a different velocity near the circumference than in the very center – this sets up a condition for shear.
Shear Stress / Force
To demonstrate how shear affects material, let’s first look at another everyday material – a can of Whipped Cream. Outside of its container, whipped cream is very highly viscous; it barely even moves. But with applied pressure, it flows easily from the dispenser nozzle. In this case, “pressure” acts as shear stress force (also referred to as shear stress) and is represented by both: (a) the pressure from inside the can, and (b) a narrow dispenser opening (which creates more pressure).
Shear, Viscosity, and Processability of TPEs
When determining the TPE that is right for your application, part of what you’ll consider is the material’s processability (in addition to performance and characteristics) so it will work with your mold design and machinery.
Because viscosity of TPE-S during processing is so reliant upon shear, a high injection velocity is typically used to completely fill the mold. Additionally, different grades of TPE may have very different viscosity, flow characteristics and processing parameters.
Are you using the ideal TPE for your application? We can offer solutions to help you maximize the processability of your TPE materials.